

Desafío
Un productor líder de alimentos y bebidas que elabora productos lácteos y no lácteos listos para beber tenía el objetivo de lograr cero emisiones netas de gases de efecto invernadero (GEI) para 2050. El fabricante opera una planta de producción y un centro de distribución de última generación en el Medio Oeste y se dedica a satisfacer la creciente demanda de bebidas lácteas por parte de los consumidores en Estados Unidos.
La composición de los productos de la planta es una combinación de productos lácteos y no lácteos, y las aguas residuales producidas por esta instalación a menudo se descargan de forma intermitente a medida que se limpian tanques, homogeneizadores, intercambiadores de calor, líneas de embotellado y otros equipos entre ciclos de producción. Las aguas residuales lácteas se pueden caracterizar por su alta carga orgánica, amplio rango de pH y aumento de temperaturas. Debido al aumento del contenido orgánico, las aguas residuales lácteas tienen altos niveles de demanda química de oxígeno (DQO) y demanda bioquímica de oxígeno (DBO), además de aceites y grasas (FOG) y macronutrientes como nitrógeno y fósforo. Los efluentes lácteos se descomponen rápidamente y agotan el nivel de oxígeno disuelto de los flujos receptores, por lo que no pueden quedar sin tratar por mucho tiempo.
Este fabricante instaló una planta de tratamiento de aguas residuales en 2007, durante la construcción de su planta de producción de última generación. En ese momento, la planta de tratamiento pública (POTW) local tenía un desagüe común, y se le permitía descargar aguas residuales no tratadas o parcialmente tratadas durante las condiciones de crecida directamente en el río de la zona. Como empresa que se enorgullece de su gestión ambiental, la posibilidad de que sus efluentes altamente orgánicos se descargaran al medio ambiente durante una marejada ciclónica no era una solución aceptable.
Solución
Se evaluaron varias tecnologías de tratamiento y, dados los criterios de reutilización del agua, se eligió la tecnología de biorreactor de membrana (MBR) debido a su permeado de altísima calidad que podía cumplir con las especificaciones para su reutilización en las torres de enfriamiento del sitio. Cuando comenzó el proyecto en 2007, se eligieron las membranas de fibra hueca ZeeWeed* 500D de Veolia como solución para el sistema.
La planta de tratamiento de aguas residuales (PTAR) a escala real fue diseñada para un caudal promedio de 1.5 MGD. Unos años más tarde, las normas para la composición de la torre de enfriamiento se volvieron más estrictas, por lo que la instalación dio el paso adicional de agregar un sistema de ósmosis inversa (RO) de recuperación. De esta manera, la planta ahora podría compensar hasta un 50% de su demanda de agua de enfriamiento a través de la reutilización.
Resumen del proceso
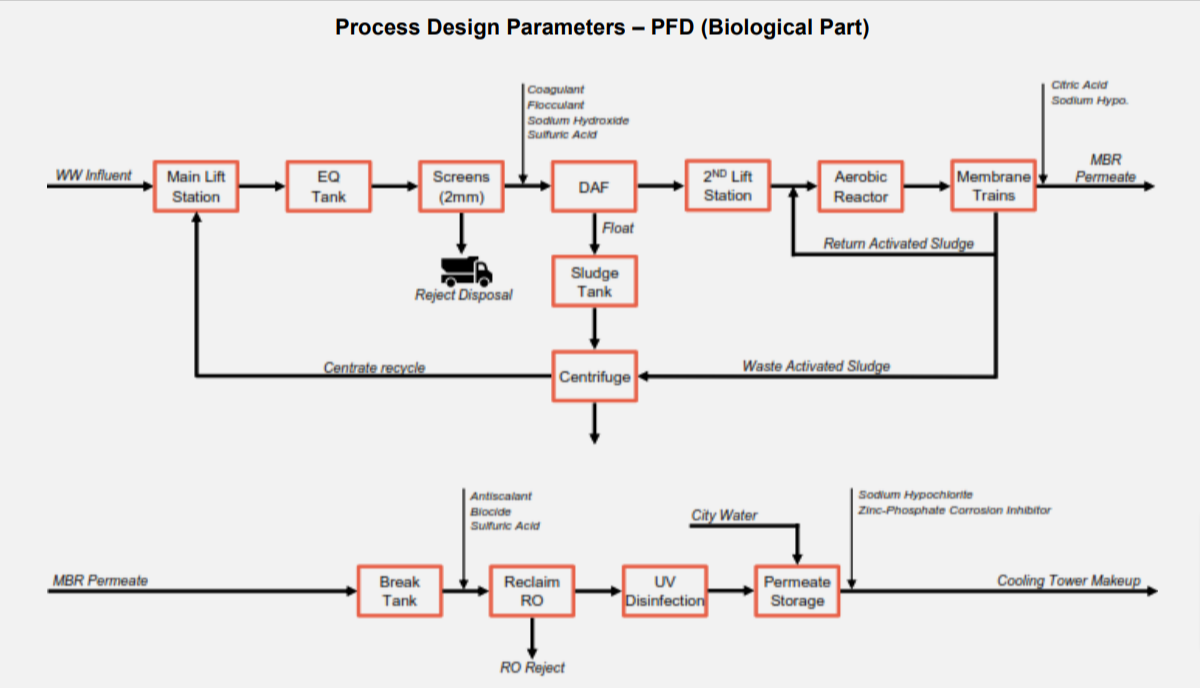
La planta de tratamiento consta de los siguientes procesos:
- Recolección de flujo, bombeo, ecualización y cribado
- Flotación de aire disuelto (DAF), deshidratación de lodos y eliminación de biosólidos
- Biorreactor de membrana (lodo activado con membranas de ultrafiltración ZeeWeed 500D)
Resultado
La planta de tratamiento de aguas residuales a gran escala de la fábrica de bebidas trata un caudal diario promedio de 1.5 MGD. El sistema de MBR elimina eficazmente los compuestos orgánicos y logra una eliminación del 97.4 % de la DBO y del 94.2 % de la DQO del agua de proceso (después del tratamiento con DAF). El biorreactor de membrana ZeeWeed también elimina el 95 % del amoníaco y produce un efluente de alta calidad con un total de sólidos en suspensión de < 1 mg/L adecuado para alimentar la ósmosis inversa de recuperación.
Hasta 432,000 GPD del permeado del MBR ZeeWeed se tratan adicionalmente con ósmosis inversa de recuperación para reducir el TDS y producir agua reutilizable de alta calidad para las torres de enfriamiento, los enfriadores y la sala de máquinas de la planta. La ósmosis inversa recuperada puede lograr una eliminación del 98 % de iones, lo que reduce la conductividad de 1750 μS en la entrada a aproximadamente 90 μS en el permeado.
Los beneficios económicos generales del agua reutilizada en la planta incluyen:
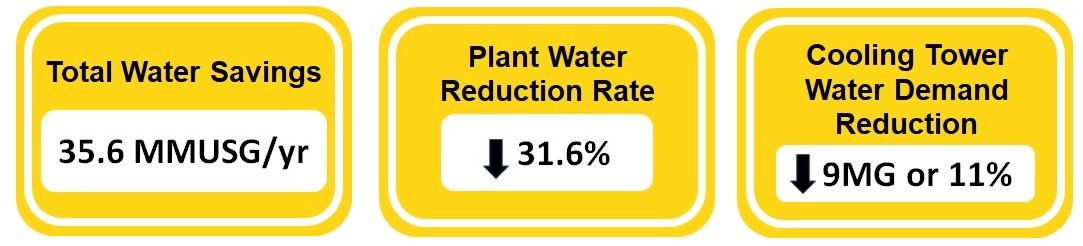
- Un volumen total anual de agua reciclada de 26.6 MMUSG
- El agua reciclada compensó la demanda total de agua de la planta en un 31.6 %
- El agua reciclada (con un 9 % de agua de la ciudad mezclada) aumentó en 3 los ciclos de concentración antes de la purga de las torres de enfriamiento
- El aumento de los ciclos de concentración redujo la demanda anual de agua de las torres de enfriamiento en 9 millones de USG, o un 11 %, en 2022.
El sistema de ósmosis inversa de recuperación permitió un ahorro anual total de agua de 35.6 millones de USG al compensar el consumo de agua de la ciudad y reducir la demanda de agua de la torre de enfriamiento.
Veolia mantiene un liderazgo continuo en soluciones de membranas de ósmosis inversa y biorreactor de membrana: nuestras membranas de mayor antigüedad ya llevan más de 13 años en funcionamiento continuo. Si desea conocer más sobre este resumen de procesos y nuestras soluciones para su planta de tratamiento de aguas residuales, visítenos en nuestro sitio web.