


Una destilería de ron en las Islas Vírgenes de EE. UU. utiliza un proceso único de destilación de cinco columnas para eliminar las impurezas y cumplir con los más altos criterios de calidad y suavidad del ron
Como parte del tratamiento de aguas residuales, la vinaza (residuo de destilación) se concentra en un evaporador de película descendente (FFE) y se vende como alimento para animales. La alta concentración de material orgánico e inorgánico en la vinaza, combinada con la evaporación en el FFE, provocaba la incrustación recurrente, lo que limitaba la productividad y obligaba a limpiezas frecuentes. Durante varios años, la destilería utilizó el hidrolavado como el principal método de eliminación de depósitos en el FFE (Figura 1), con un costo promedio de $200,000 por limpieza. Los intentos de hidrolavado solo tenían un éxito parcial y representaban una tarea de alto riesgo que requería la entrada a espacios reducidos, el trabajo en altura y el manejo de equipos de alta presión.
El fabricante del evaporador había recomendado una limpieza en el lugar (CIP) de 2 pasos, pero el procedimiento no era claro y no estaba estandarizado, por lo que los beneficios eran irregulares y difíciles de cuantificar. Además, se generaba una gran cantidad de residuos de limpieza en el lugar que debían tratarse antes de su eliminación.
La destilería quería desarrollar un procedimiento de limpieza en el lugar estandarizado y eficiente que le permitiera eliminar una actividad de alto riesgo y mejorar la productividad y la fiabilidad.

Figura 1. Los depósitos del evaporador de película descendente (FFE) eran difíciles de eliminar y limitaban la productividad
Nuestros expertos en aplicaciones de Veolia ayudaron al equipo local a realizar una auditoría de procesos de los evaporadores de vinaza. Históricamente, se utilizaba un procedimiento de limpieza en el lugar de 2 pasos con carbonato de sodio seguido de una solución de ácido cítrico. Sin embargo, debido a la escasez de agua y a las limitaciones del tratamiento de aguas residuales, la planta optó por realizar simplemente el hidrolavado en los evaporadores de vinaza. El procedimiento original de limpieza química no era claro en cuanto a concentraciones, tiempos y métodos de aplicación, por lo que los resultados eran muy variables. Los indicadores de rendimiento y las condiciones que indicaban que era necesario realizar una limpieza tampoco estaban determinados, por lo que la frecuencia de la limpieza en el lugar se dejaba a criterio de cada operador.
La auditoría de Veolia incluyó una revisión de las condiciones operativas y un análisis de las tendencias operativas históricas. Un análisis detallado de los depósitos del evaporador permitió a nuestro equipo de expertos del sector comprender qué contaminantes eran más proclives a causar la incrustación y cómo evitar su acumulación. Se identificaron indicadores clave de rendimiento para destacar la frecuencia adecuada para aplicar los procesos de limpieza en el lugar.
Veolia ofrece una amplia cartera de tratamientos para combatir la incrustación y controlar los depósitos de alimentos y bebidas como parte de la línea de productos FoodPro*. Con décadas de experiencia en la industria de alimentos y bebidas, incluidos los segmentos de alcohol para consumo, etanol y biocombustibles, Veolia está equipada de manera única para analizar y comprender los desafíos de procesamiento de los productores, y ofrecer programas personalizados de tratamiento y monitoreo.
Dado que el análisis de los depósitos de la destilería reveló que estaban formados en gran parte por contaminantes orgánicos (Figura 2), Veolia recomendó un procedimiento de limpieza en el lugar de un solo paso utilizando una mezcla FoodPro OLC que contiene una combinación de álcalis y dispersantes específicamente formulada para su uso en la limpieza fuera de línea.
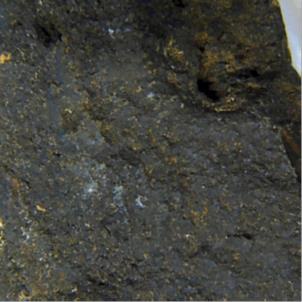
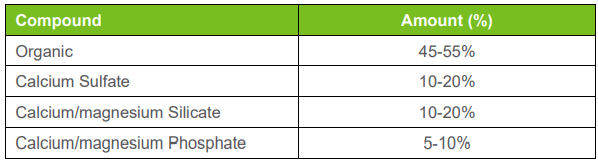
Figura 2. Análisis de imagen y composición del depósito que muestra la formación orgánica dominante
Resultado
Se realizó una limpieza en el lugar utilizando el limpiador de un solo paso FoodPro OLC seleccionado en el evaporador de vinaza durante el cambio de turno de la planta. La primera limpieza dio como resultado un mejor rendimiento del evaporador de vinaza, como lo demuestra una reducción en la presión diferencial (dP) en toda la unidad y un período de funcionamiento operativo extendido antes de que fuera necesaria otra limpieza en el lugar. Esto indica que la limpieza eliminó eficazmente los depósitos de incrustación que restringían el flujo e impedían la eficiencia de la transferencia de calor.
Para mejorar aún más la duración y el rendimiento del evaporador, Veolia recomendó el uso de un aditivo antiincrustante FoodPro para controlar los depósitos inorgánicos durante el funcionamiento. Este aditivo FoodPro está aprobado como aditivo para alimentación animal, por lo que inyectarlo en el flujo de proceso cumplía con la normativa. Además, el aditivo proporcionó una mejora adicional para controlar la presión diferencial (dP) y extender los tiempos de funcionamiento.
El procedimiento de limpieza en el lugar de un solo paso y el control de incrustaciones inorgánicas recomendado por Veolia simplificaron y aceleraron el proceso de limpieza, extendieron el tiempo de funcionamiento y redujeron el tiempo de inactividad requerido para cada limpieza. Básicamente, la planta ha descontinuado las limpiezas con chorro de agua, y ha reemplazado este procedimiento peligroso y costoso con procesos de limpieza en el lugar seguros, sencillos y eficientes. Como resultado del aumento de la duración y la reducción del tiempo de inactividad gracias a las eficientes limpiezas y al tratamiento antiincrustante en línea, la capacidad de la destilería aumentó de 10.5 millones de PG (galones de graduación alcohólica) a 12 millones de PG, lo que supone un aumento de aproximadamente el 14%, cuyo valor representó más de $450,000 al año en ganancia de productividad.
*Marca registrada de Veolia; es posible que esté registrada en uno o más países.