
Desafío
Una planta de procesamiento químico norteamericana no tiene permiso para descargar aguas residuales en la cuenca hidrográfica local. Durante el funcionamiento normal, el agua se envía a pozos y se procesa mediante un evaporador, en el cual los caudales disminuyen a lo largo del recorrido. Durante una temporada de invierno lluviosa sin precedentes, la instalación tuvo un exceso de agua para procesar que amenazaba con desbordarse a la cuenca hidrográfica local.
Las aguas residuales producidas contienen altas cantidades de amoníaco y nitrato. La descarga de agua al efluente generaría multas y haría que el sitio violara las regulaciones ambientales.
Solución
Se utilizó ósmosis inversa para tratar las aguas residuales retenidas. Veolia recolectó y analizó muestras de agua de alimentación y proyectó la inscrustación utilizando el software de modelado patentado Argo Analyzer* de Veolia. En función de la calidad de la alimentación a la unidad de ósmosis inversa, se seleccionó HyperSperse* MSI debido a las cantidades elevadas de metales y sales en el agua de alimentación.
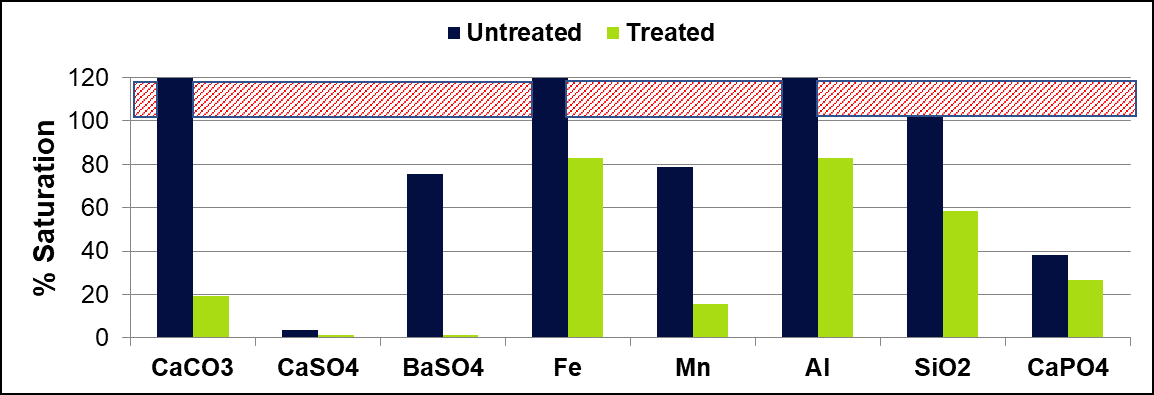
Figura 1: Índices de saturación de agua de alimentación de ósmosis inversa tratada y no tratada
HyperSperse MSI está formulado con un polímero patentado de Veolia que tiene una efectividad única para evitar la incrustación.
Otro desafío singular del procesamiento de estas aguas residuales fue la alta propensión a la bioincrustación de las membranas. Se utilizó un biocida no oxidante de organobromo de Veolia, BioMate* MBC, para superar los obstáculos que surgen con un programa de control microbiológico tradicional. Veolia tiene una serie completa de productos BioMate MBC aprobados para utilizarse en aplicaciones de ósmosis inversa de agua no potable.
Resultado
Tras la implementación del tratamiento químico de Veolia, se mejoró el rendimiento de la ósmosis inversa. Al evitar la incrustación de las membranas, 21.9 millones de galones de aguas residuales se desviaron de la disposición en pozos externos y del evaporador, y en su lugar se reciclaron desde estanques de aguas residuales a través de las unidades de ósmosis inversa y se reutilizaron en la torre de enfriamiento como agua de reposición. El ahorro de costos asociado con la disposición de aguas residuales y el suministro de agua dulce se estimó en $5.25 millones.