
Si va a su supermercado local podrá notarlo: los consumidores son cada vez más conscientes de los alimentos que comen, exigen opciones de alimentos orgánicos y las opciones disponibles han crecido rápidamente: antes había una pequeña sección dedicada y ahora hay opciones orgánicas en cada categoría de alimentos y pasillos de comestibles.
Muchos procesos de fabricación de alimentos orgánicos requieren vapor, que se genera procesando agua a través de una caldera. Esta agua de alimentación generalmente se trata con productos químicos para evitar que los contaminantes naturales, como el dióxido de carbono y el oxígeno disuelto, provoquen fallas por corrosión en el sistema de distribución de vapor de la planta.
A medida que el vapor transfiere calor al proceso y al entorno circundante, se condensa nuevamente en agua líquida, y los contaminantes como el dióxido de carbono y el oxígeno disuelto pueden causar corrosión de las superficies metálicas en los sistemas de distribución de vapor y recuperación de condensado.
La corrosión de las superficies metálicas en contacto con el vapor puede causar varios problemas graves cuando el vapor se usa para la fabricación de alimentos orgánicos. Estos incluyen fallas prematuras del equipo, pérdida de eficiencia térmica debido a la acumulación de productos de corrosión de metales en superficies de transferencia de calor y, quizás lo más grave, el traslado de productos de corrosión metálicos a los productos alimenticios orgánicos donde el vapor se usa directamente en el proceso.
Los inhibidores típicos de la corrosión del condensado de vapor, muchos de los cuales cumplen con las regulaciones de la FDA de EE. UU. para el contacto directo con alimentos con vapor, como las aminas orgánicas volátiles y los inhibidores de formación película en la superficie, no cumplen con las pautas del Programa Orgánico Nacional del USDA para la producción de alimentos orgánicos. Las agencias de certificación acreditadas por el USDA, que verifican el cumplimiento de los fabricantes de alimentos orgánicos, no aprobarán estos materiales como aditivos de vapor cuando haya contacto directo del vapor con los alimentos orgánicos. Por lo tanto, muchas plantas que fabrican productos alimenticios orgánicos optan por no tratar sus sistemas de condensado y eso expone sus sistemas a serios riesgos operativos.
Steamate FM1007 fue desarrollado para tratar de manera efectiva y segura los sistemas de condensado en plantas que fabrican productos alimenticios orgánicos. El inhibidor de corrosión patentado en Steamate FM1007 cumple con el Programa Orgánico Nacional según lo definido por USDA 7 CFR 205.606 para productos agrícolas producidos de manera no orgánica utilizados en el procesamiento de alimentos orgánicos donde se hace contacto con la sustancia alimenticia.
Un importante fabricante de cereales con sede en EE. UU. tomó la decisión de buscar la certificación orgánica para una de sus marcas de cereales. Como resultado de una auditoría realizada por una agencia certificadora orgánica acreditada, se les pidió que descontinuaran la aplicación de su antiguo inhibidor de corrosión por condensado de vapor.
El producto formador de película sin aminas, que cumple con la FDA, había brindado buenos resultados, con niveles de hierro en el condensado de vapor en promedio de aproximadamente 0.10 ppm a pesar de los eventos persistentes de arrastre de agua de la caldera que impactaban la estabilidad de la película.
Presentación propuesta por Veolia del nuevo producto Steamate FM1007 para su aprobación por parte de la agencia de certificación orgánica del sitio. El producto fue revisado y aprobado para la producción de alimentos orgánicos y se desarrolló un protocolo de prueba.
El parámetro de rendimiento clave requerido por el cliente para el éxito de la prueba fue el mantenimiento de los niveles de hierro en el condensado de vapor constantemente por debajo de 0,30 ppm como Fe.
Resultado
Los datos comparativos clave del condensado de vapor para el tratamiento del operador actual y el programa Steamate FM1007 se resumen en las figuras 1 y 2 a continuación. Como se muestra, el nivel medio de hierro condensado en el tratamiento con vapor de formación de película actual basado en más de 100 puntos de datos fue de 0.090 ppm, mientras que para Steamate FM1007 el nivel promedio de hierro fue ligeramente más alto a 0.125 ppm, que todavía estaba muy por debajo del límite requerido de 0.30 ppm.
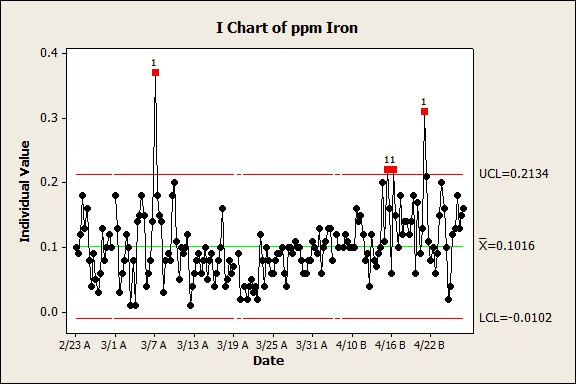
Figura 1: Perfil de hierro en el condensado de vapor antes y después de la administración de Steamate FM1007
Niveles medios de hierro en el condensado de vapor:
- Tratamiento actual: 0.090 ppm como Fe
- Steamate FM1007: 0.125 ppm como Fe
Una diferencia a tener en cuenta entre el producto actual y los períodos de alimentación de Steamate FM1007 fue el aumento muy significativo en el arrastre de agua de la caldera, como se refleja en el aumento del 30% de la conductividad del condensado de vapor durante el período de administración de Steamate FM1007. Esto se resume en la figura 2.
Como se mencionó anteriormente, el agua de caldera altamente alcalina y conductora que entra en contacto con las superficies del sistema de vapor desestabilizará la película protectora formada por Steamate FM1007. La película se restablecerá rápidamente después de incidentes de arrastre, pero la protección anticorrosión se verá comprometida temporalmente hasta cierto punto.
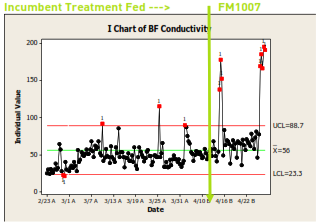
Figura 2: Perfil de conductividad del condensado de vapor antes y después de la administración de Steamate FM1007
Niveles medios de conductividad del condensado de vapor:
- Tratamiento actual: 47 uS/cm
- Steamate FM1007: 67 uS/cm
A medida que avanzaba la prueba de Steamate FM1007, se realizó una comparación del nivel de protección anticorrosión proporcionado por Steamate FM1007 en múltiples puntos de muestra de condensado de vapor en comparación con una condición sin tratar. En particular, el arrastre de agua de la caldera estuvo bien controlado durante este período.
Como se muestra en la figura 3 a continuación, los altos niveles de corrosión, como se esperaba, ocurrieron sin un tratamiento anticorrosión agregado. El nivel promedio de hierro registrado en los cuatro sitios de muestreo de condensado fue de 5.0 ppm como Fe, que es mucho más alto que el límite de agua de alimentación recomendado por ASME, de 0.1 ppm para una caldera que opera en este rango de presión.
Con el tratamiento con Steamate FM1007, el nivel promedio de hierro en el condensado fue de 0,10 ppm como Fe, con tres de los cuatro sitios de muestra por debajo de 0,1 ppm.
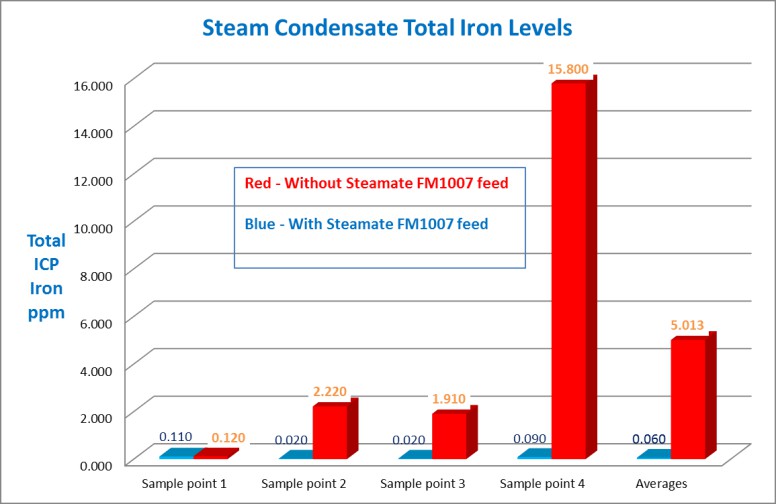
Figura 3: Comparación de los niveles de hierro en el condensado de vapor con Steamate FM1007 con una condición no tratada
Según en los resultados de esta prueba, Steamate FM1007 fue aprobado como una aplicación continua en esta y otras dos instalaciones de producción de cereales de marca orgánica por este cliente.
Steamate FM1007 es el único aditivo de vapor directo del que tenemos conocimiento que ha sido aprobado por múltiples agencias de certificación orgánica donde el vapor entra en contacto directo con el producto alimenticio orgánico.